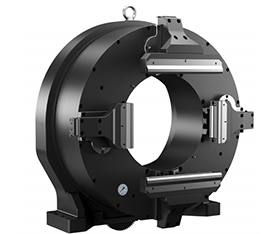
激光卡盘在大批量工件的车削加工中,采用软爪夹头可以提高加工工件的定位精度,节省工件安装的辅助时间。为了根据实际需要随时改变爪面电弧直径和形状,用低碳钢、铜或铝合金爪代替三爪卡盘淬火爪。如果卡盘爪为二体,则可用软金属代替卡盘爪;如果卡盘爪为一体,则可以在卡盘爪上固定一个软金属块。
通过加工激光卡盘的爪形,新型三爪卡盘,可以提高工件的定位精度。安装后工件定位精度小于0.01mm。如果三爪卡盘的平面螺纹磨损严重,精度较差,更换光加工激光卡盘后,安装后工件定位精度仍可保持在0.05 mm以内。软爪夹头夹紧被加工表面或软金属,不易夹紧表面。对于薄壁工件,扇形爪可以增加与工件的接触面积,减小工件变形。激光卡盘适用于半精车削和被加工表面工件的精车削,作为大批量生产中定位精度的参考。
激光卡盘的正确调整和转动是保证激光卡盘精度的首要条件。软爪底部和定位平台应随爪底滑动,定位正确。用于夹紧工件的软爪部分比硬爪部分长10- 15mm,可多次转动并成对装配。车削软爪的直径应与夹紧工件的直径相同,夹紧工件的尺寸和夹紧工件的尺寸都不能保证夹紧精度。通常夹爪的直径比工件大0.2 mm左右,即夹紧工件的直径应控制在一定的公差范围内。为了消除车削软爪时的间隙,必须在夹爪内或外安装直径合适的气缸或密封圈,夹紧方向应与工件方向一致。否则无法保证工件的定位精度,工件夹紧时,应将气缸夹紧在夹头爪内,使夹头爪表面柔软。
在安装激光卡盘是要注意什么?
1、安装、检查或润滑卡盘时,务必关闭所有电源,确保操作人员的安全;
2、主轴旋转时,请勿操作开关阀。在炮塔头返回安全位置前,不要将卡盘分开,也不要让工件或爪接触炮塔头;
3、卡盘的车削数量应根据切削条件选择,防止工件飞出,不超过允许的最大限度。只有当爪按规格设计时,只有在平衡和加工时才能达到主轴的最大转速。沉重的不平衡爪对主轴的最大转速有很大的影响,用户应充分注意爪子的设计;
4、关闭安全门前不要启动主轴开关,以免飞出工件或爪;
5、应定期润滑,以免轴承生锈或零件磨损,造成加工精度差。在卡盘使用过程中遇到的工作环境条件下,有必要定期对卡盘进行维护;
6、使用带止回阀的液压站,避免电源中断时缸内压降和工件飞出;
7、请勿随意更换卡盘,以免损坏卡盘。磨损或损坏的爪应立即更换,以防止工件飞出;
8、操作机器前请勿饮酒;
9、操作机器时不要戴手套或领带;
10、拆卸和装配卡盘时,必须使用吊带或吊环;
11、夹紧工件时,请不要夹紧;
12、不要打夹头,以免夹爪或工件飞出;
13、不要超过卡盘的最大油压,以免卡盘损坏或飞出工件;